



Choose waterjet cutting and gain in performance

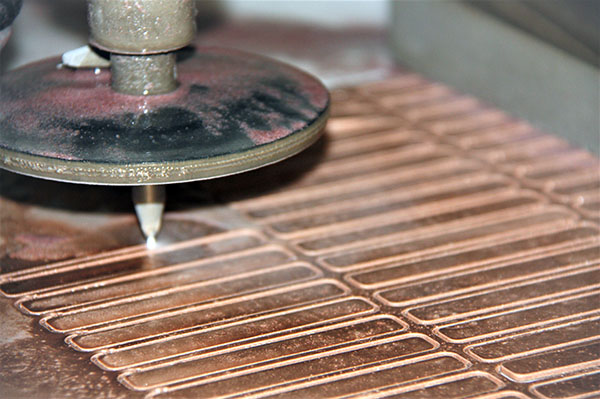
The principle behind high pressure waterjet technique consists of projecting a continuous stream of water at very high velocity (600 to 900 metres per second) through an orifice in a nozzle with a very small diameter (0.05 to 1 mm).
The water is compressed then propelled at a pressure of 4,000 bars. The water is used pure to cut soft materials and with an abrasive for harder and thicker materials.
Its high pressure circuit takes water to the cutting head where an abrasive is added to it in a mixing chamber. It is this ultra-powerful stream that cuts through the material. The system includes an intensifier pump which compresses the water.
The material is cut cold by a process of erosion. The high speed of the water stream means that the material is not wet.
A very high pressure waterjet cutting system consists of 4 main elements:
- A computer management system linked to the numerical controls of the cutting table.
- A very high pressure pump which forces the water to the cutting table at 4,000 bars.
- A worktable with the cutting tools
- Catch tanks to recover the waste matter
The advantages of very high pressure waterjet cutting technology:
- Very diverse applications in a wide variety of fields (cutting of metals, special steels and alloys, stone, ceramics, plastics, glass, textile, leather, cardboard…).
- Narrow kerf width: 1/10th of a millimetre for thicknesses up to 100 mm
- Possible to cut very thick, very hard materials into heterogeneous complex shapes.
- A cold cutting process that is clean and accurate, which avoids heating the surfaces cut and needs no cutting fluids, which is much better for the environment.
- No gas emanations when cutting organic materials.
- No contact between the tool and the material, which means that there is very little distortion.
- Optimisation of formats by imbricating parts
- No damage caused to parts by the cutting process (enables cutting of rectified, treated or painted parts…)
- Easy re-machining after cutting
- Easy recovery of the cutting waste.
